针对工厂里的机电一体化转动设备,在设备出现振动、噪音、高温等异常时,需综合应用机械、电气、润滑等状态监测技术查找问题根源。
人体由多个器官组织构成,人到医院体检时,身体的健康状况需要结合血压、心电图、B超、血液化验、CT等多个项目的检测结果进行综合评估。设备也是一样的。
工厂里的转动设备,无论是电机还是电机驱动的泵、风机、压缩机等负载设备,很多情况下,用单一类型的状态监测与故障诊断技术很难找到问题的源头。像电机,不但轴承异常、联轴器偏心、基础松动等机械问题可以引起电机振动,而且定子绝缘、转子端环开裂、电源谐波等电气问题也会引起电机的振动异常;电机驱动的负载设备,有些问题是负载设备自身引起的,也有一些问题是电机引起的或电机与负载设备不匹配引起的;这些问题的确认,就需要用机电一体化的状态监测技术,进行综合诊断分析,从而找到问题的根本原因。
机械方面常用的状态监测技术有振动、噪音、温度等,其中在今日工业所有各种非破坏式的测量参数中,振动信号含有最丰富信息。根据统计80%的转动设备问题,可以通过振动监测发现,如转子不平衡、联轴器对中不良、齿轮断齿、叶轮叶片故障、泵汽蚀、皮带松动、共振、轴承异常、基础刚性不足等。
电气方面常用的状态监测技术有超音波、热影像、电源质量、电流图谱、磁通、振动等,通过上述监测技术可以发现的问题有局部放电、发热点、电流电压波动、谐波、电机转子条端环开裂、电机定子绝缘异常、电机软脚、变频器整流逆变模块异常等。
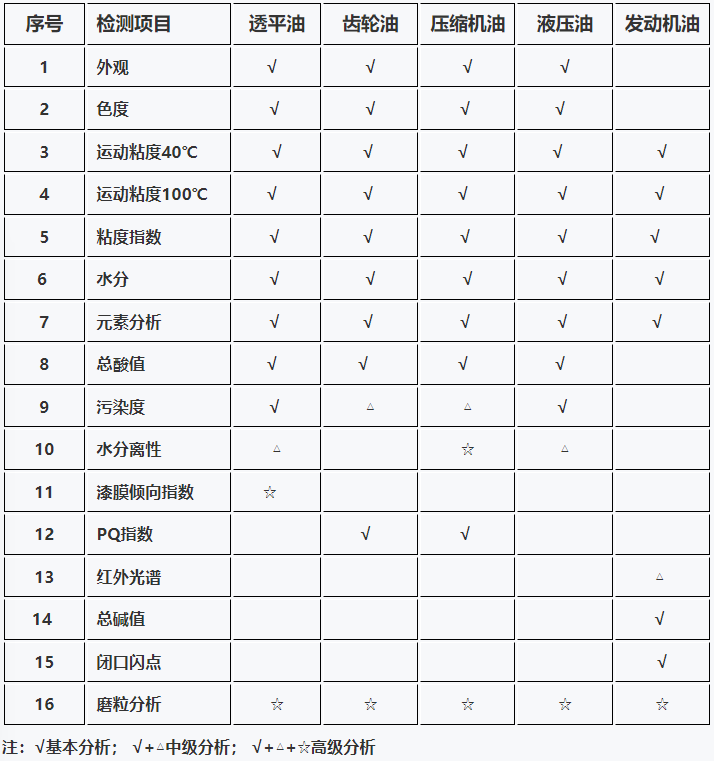
润滑方面常用的状态监测技术有油液监测、温度、压力、流量等,其中油液监测可以实现新油评价、监测在用润滑油的劣化状态、污染状态和设备的磨损状态等,设备在用润滑油检测指标如下:
案例分析
一台电机直接驱动的轴流泵(如图 1.1),在装置停工期间电机和泵均做了检修处理,在开机后的三个月内,因电机和泵整体振动偏大,停机处理两次,但状况仍未改善,电机和泵振动以基频为主,其中电机振动最高点位于联轴器侧轴向M2A,振幅在6.2mm/s,泵振动最高点位于联轴器侧垂直方向P1V,振幅在4.0mm/s。
考虑到该设备停机将直接导致整个装置停机,生产损失较大,需尽快确定振动大的原因:电气问题、机械问题(泵、联轴器、基础等)还是生产工艺引起。

图 1.1 设备现场布置
电气检测
电气检测技术:电源质量、电流图谱、热影像、振动;
诊断分析结果:未见明显电气异常
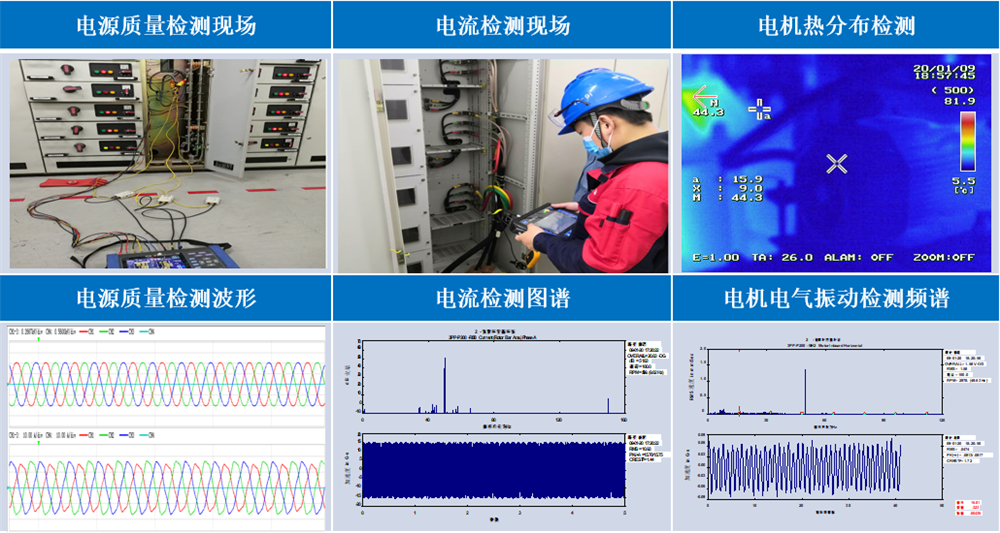
图 1.2 电气检测现场及数据
机械检测
机械检测技术:振动、相位等
诊断分析结果:
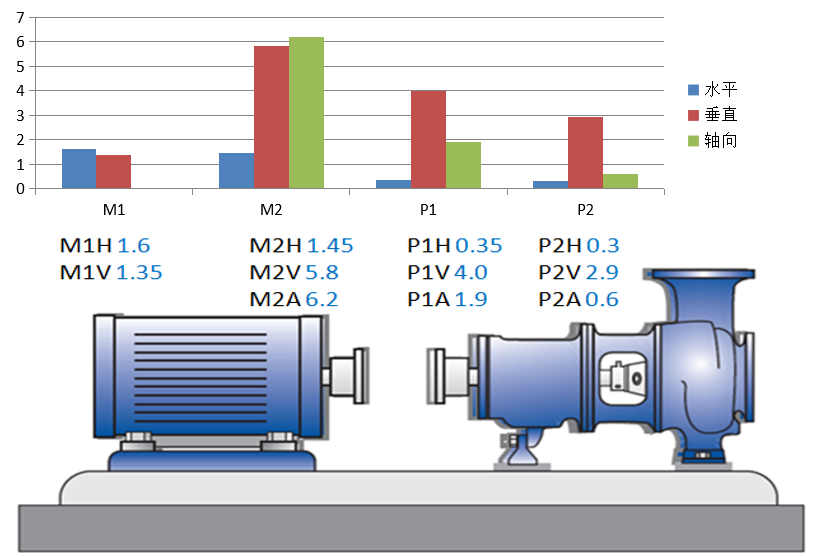
图 1.3 电机与泵各点基频振动数据 单位:mm/s rms
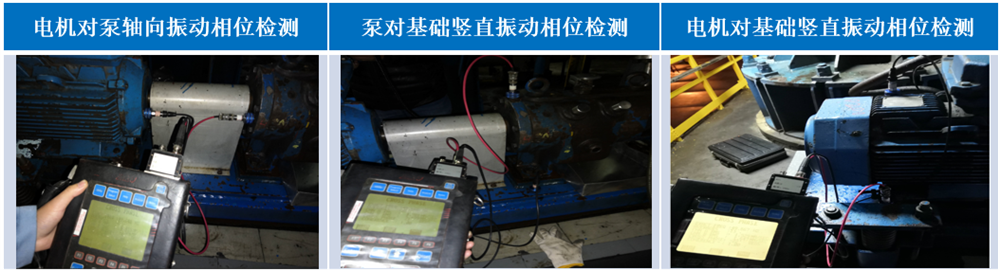
图 1.4 相位检测
生产工艺
观察泵压力、温度、流量等相关运行参数曲线,发现工艺运行平稳。
综合诊断结果及改善建议
综合电气、机械、工艺等相关数据分析,目前设备存在的振动异常主要表现为运行中联轴器对中不良,建议检查联轴器对中,并注意电机和泵地脚螺栓紧固情况。
联轴器调整前后对中数据
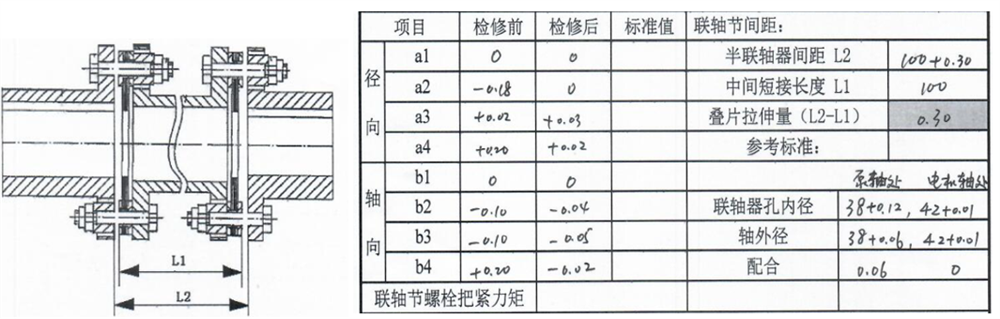
图 1.5 联轴器调整前后对中数据
振动改善效果
参考诊断报告检修处理后,电机振动降低63%,泵降低43%,改善效果明显,目前电机和泵运行都处于A区。

图 1.6 检修前后电机和泵基频振动数据 单位 : mm/s RMS